Klingenherstellung
Für die Herstellung der Messerklingen gibt es für den Messermacher zwei grundlegende Ansätze: Schmieden oder "Stock removal". Schmieden erfordert neben einer beträchtlichen Lernkurve, die ohne erfahrene Anweisung sehr schwer werden dürfte, den Platz für eine geräumige Werkstatt, die neben einer Esse und einem Amboss möglichst noch einem hydraulischen Hammer aufnehmen kann. Dazu fehlt hier der Platz.
Der Amerikanismus "stock removal" bezeichnet dagegen die Herstellung von Messerklingen aus Stahl, wie ihn die Industrie in mannigfachen Sorten anbietet. Der Stahl kann in Stangen oder Platten erworben werden. Aus diesem Material wird durch Materialabtrag - Sägen, Feilen und Schleifen - eine Messerklinge geformt, die anschließend der Wärmebehandlung zugeführt werden muss.
Der Stahl in Platten kann aus dem Stahlhandel bezogen werden, wobei man Reststücke sehr günstig beziehen kann, allerdings sehen die gelegentlich etwas zernarbt aus. Es gibt aber auch präzise plangeschliffene Qualitäten, das ist teurer, spart jedoch Arbeit, weil das Ab- und Planschleifen des Materials nicht gemacht werden muß.
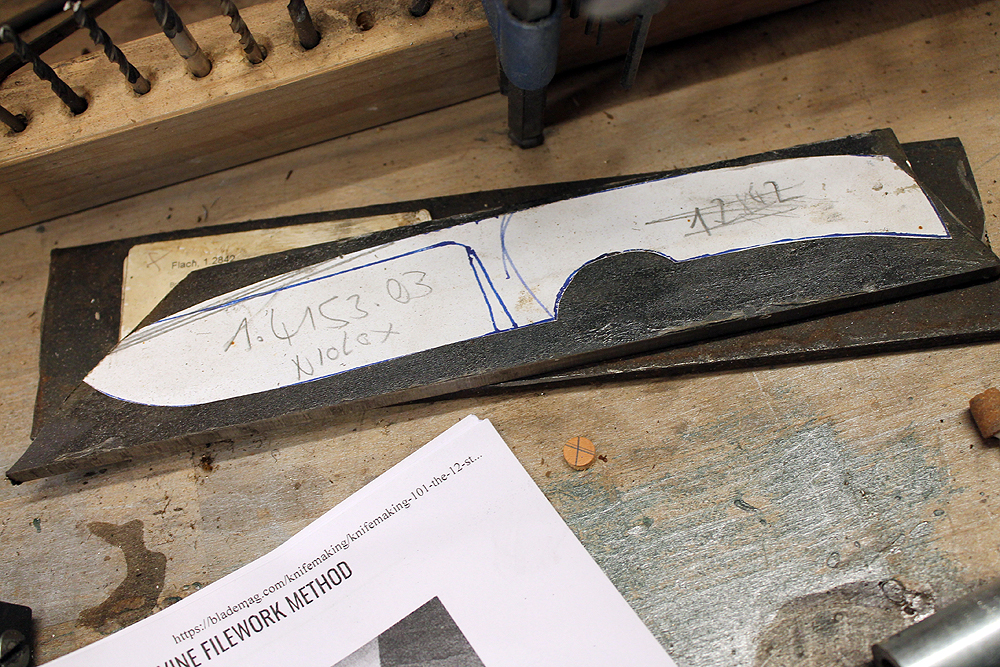
Abb.: Zwei Streifen aus Stahlplatten, untenliegend 1.2842, oben mit bereits aufgezeichnetem "Schnittmuster" 1.4153.03
Der Stahl wird vom Handel weichgeglüht geliefert, mit "weich" wird in diesem Zusammenhang eine Rockwell-Härte von etwa 15 HRC gemeint. Damit ist der Stahl so hart, wie eine Schraube oder der Stahlträger an der Decke, er kann bearbeitet werden.
Der erste Schritt beim Stock removal ist das Heraustrennen des Messerumrisses aus dem Stahl. Die Arbeit kann mit der Eisensäge bewerkstelligt werden. Das wäre dann echte Handarbeit, die allerdings viel Geduld und Zeit erfordern würde, vor allem, wenn mit größeren Ausgangsstärken gearbeitet wird. Aber auch drei Millimeter starke Stahlplatten sägen sich schon langwierig, erst recht gilt das natürlich für Stärken von fünf oder mehr Millimetern. Statt der Eisensäge ist daher die Verwendung des Winkelschleifers sehr verbreitet. Aus eigener leidvoller Erfahrung kann man aber feststellen, dass ein Gerät schon ein wenig Leistung mitbringen sollte. Ein Gerät für 125-cm-Schreiben und einer Leistungsaufnahme von 1.000 Watt ist zu empfehlen. Stärker immer, schwächer nimmer.

Abb. Klingenrohlinge nach dem Ausschneiden mit dem Winkelschleifer
Der mit einer Trennscheibe bestückte Winkelschleifer ist nur für gerade Schnitte geeignet. Der Versuch, den Schnitt in eine Kurve zu zwingen hat mit Sicherheit das Zerspringen der Scheibe im Betrieb zur Folge. Das sollte man also besser sein lassen, wenn man vermeiden will, dass die entstehenden Bruchstücke einem um die Ohren oder auch in das Gesicht fliegen. Also kann man sich dem vorgesehenen Umriss mit der Trennscheibe nur annähern. Mit einer Schruppscheibe können anschließend die Ecken und Grate nachgeschliffen und ein wenig geglättet werden. Das Ergebnis ist im Bild oben zu sehen. Es gibt nun Virtuosen, die es schaffen, fast den gesamten Anschliff - also auch die Primärfase der Klinge - mit dem Winkelschleifer herzustellen, Das wird in Blasbach aber anders gemacht, nämlich so, wie der "Mainstream".
Das weitere Sauberschleifen des Umrisses bis zu beabsichtigten Form sowie das Abnehmen der Walzhaut des Stahls wird dann mit anderen Schleifmedien durchgeführt. Die Handgeführten Werkzeuge wären in diesem Fall die Feile und Schleifleinen verschiedener Körnung. Die maschinelle Bearbeitung wird mit einem stationären Bandschleifgerät durchgeführt., Die in diesem Bereich üblichsten Geräte der professionellen Messermacher sind mit Bändern von 2000 mm Länge und 50 mm Breite bestückt und werden von Motoren angetrieben, die üblicherweise jenseits der 1.000 Watt ziehen. Das Säubern des Umrisses am Bandschleifer erfordert ein wenig Übung, gehört aber noch zu den eher einfachen Arbeiten mit diesem Gerät.
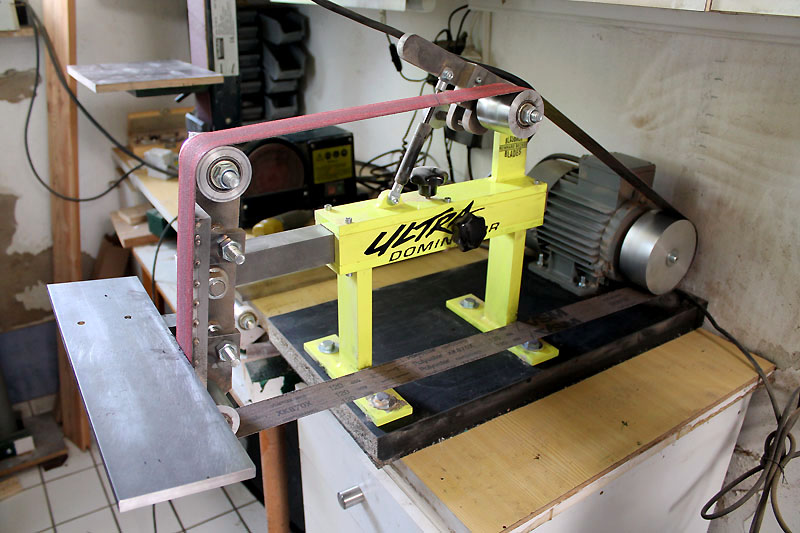
2000 x 50 (2" x 72") - Bandschleifer
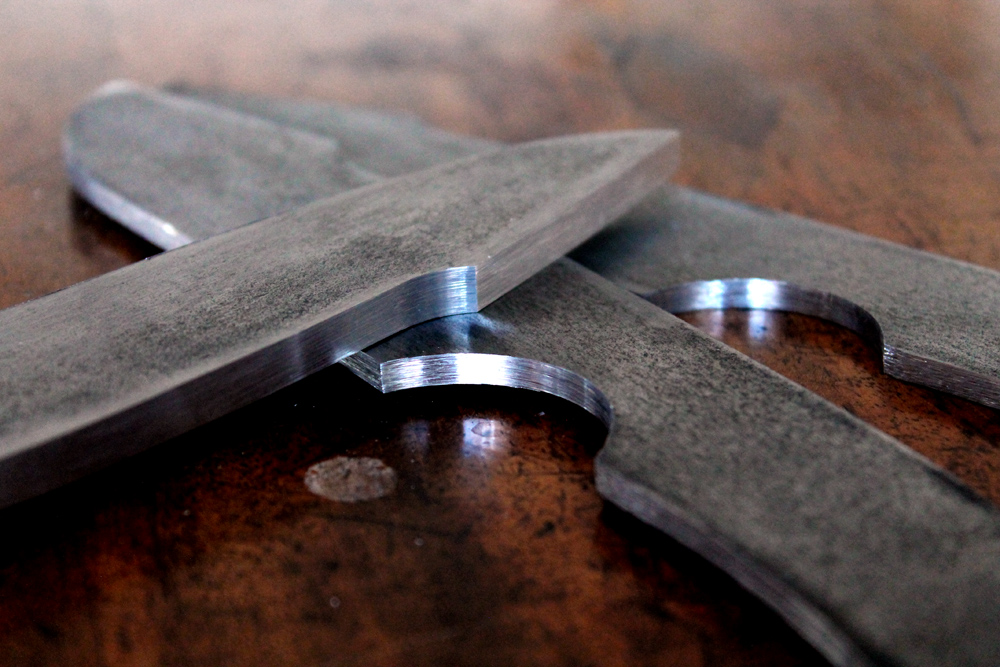
Die oben gezeigten Rohlinge nach der Fertigstellung des Umrisses
Die Seite befindet sich noch in Bearbeitung, die Fortsetzung folgt daher noch . . . .